Hehuang provides an extensive range of on-site training, technical support and optimization solutions.
- Follow-up tracking of our forming fabrics and technical support
- Fabric installation and start-up training
- Training on safety awareness by multiple examples
- Inspection on fabrics operation and wear status
- Inspection of high-pressure cleaning system
- Trouble shooting
- Efficiency evaluation of forming fabrics and papermills
- Evaluation of the dewatering capacity, dryness and retention
- Forming and dryer fabric tension measurement
- Evaluation of dewatering components in the forming section
- Evaluation of fabric efficiency
- Evaluation of paper evenness and wire mark
- Customized improvement solutions
Case Studies
Case 1: Regular evaluation on dewatering capacity enabled optimization in customer’s factory
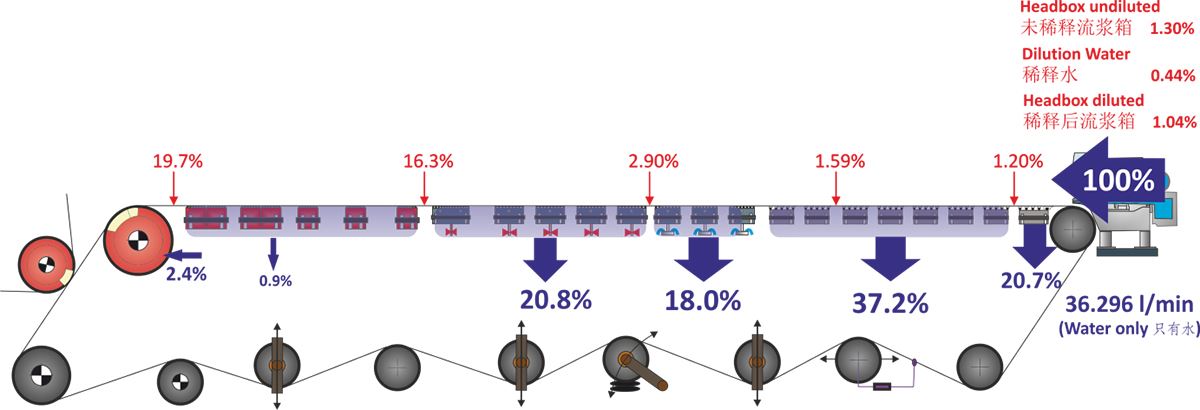
Though the customer had been satisfied with the dryness of the sheet before the pressing section, we still conducted a thorough evaluation on the dewatering capacity of customer’s fourdrinier paper machine. Based on the dewatering curve of the machine, we have worked out an improvement solution and performed it on site with customer's consent. The results were 1.2% increase in dryness before encountering couch roll, 3.5% decrease in loadbearing and 25% less sheet breaks in the following 10 days.
Customer’s vacuum system wasn’t placed orderly with increased vacuum pressure. After two circulation test, we discovered the best solution, and then rearranged the layout according to the results of our dewatering capacity test, realizing the optimum dewatering efficiency and alleviating the loadbearing in wire parts.
Case 2: Custom-made optimization solution provided in order to improve the retention and dewatering capacity of the top former unit of a hybrid-former
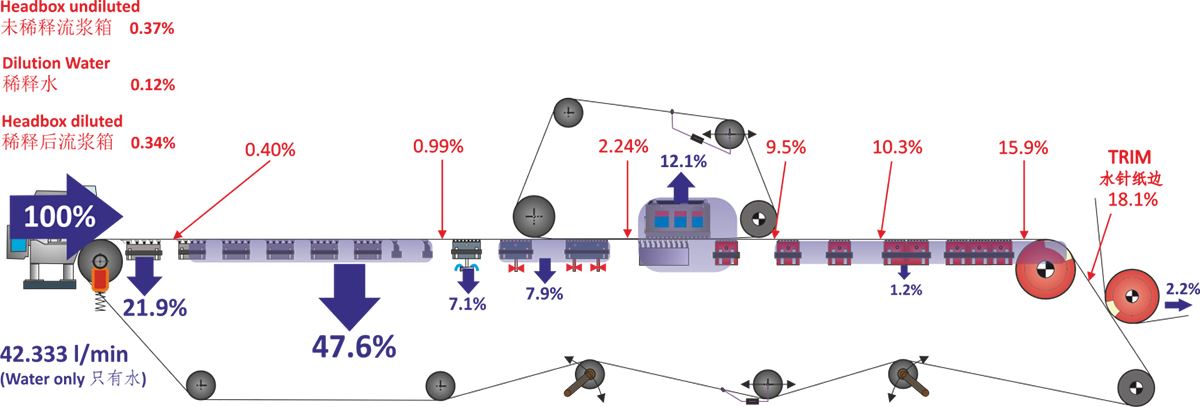
Customer’s machine configurations and conditions were in terrible shape with merely 12.1% dewatering amount, way lower than the supposedly 45%. After careful contemplation and simulation, we proposed countermeasures which finally doubled the dewatering capacity by achieving a retention increase of 4% and a 5% sheet evenness increase at the same time according to customer’s feedback.
Little water was seen inside the high-vacuum suction box 1 in the top former, and even less in box 2 and 3. According to the dewatering test, the pre-dewatering amount before entering the forming section was 84%, and the dryness before entering the top high-vacuum suction box was 2.24%. Both figures are too high. Clearly, the dewatering responsibly that was supposed to be shouldered by the roll top former fell on the blade at the bottom, thus the disappointing performance. The tricky question is that any adjustment made on the vacuum pressure in the top and blade at the bottom would have major impacts on the sheet quality. After careful contemplation and simulation, we proposed to move the forming fabrics forward towards the headbox to decrease the instant dewatering amount when pulp touches the forming fabric, and turn the wet suction box to its fullest capacity to bring down its negative-vacuum dewatering.
Case 3: Equipment adjustment to keep up with customer’s latest conditions and expectations
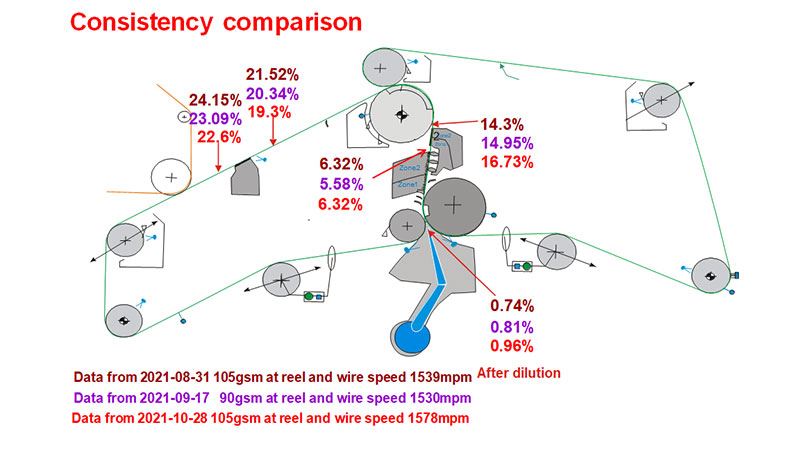
Due to the demands of the market, this customer had to change the paper grade and the proportion of pulp slurry in their high speed gap former paper machine. The customer found that the dewatering performance had deteriorated after changing the paper grade and the proportion of pulp slurry, and the machine speed could not reach the same speed as before. Additionally, the dryness of the sheet before entering the press section felt from 22.2% to 20.1% therefore resulting in a 1.1% decrease in dryness before entering the dryer section, so that the steam consumption is largely increased.
Our technical support team had performed a through evaluation and analysis of the condition.
The results indicated a fallen sheet dryness before and after entering the couch roll and high-vacuum suction box. Further inspection discovered 4.1% decrease of the dewatering capacity in the inner forming box and 4% increase in the outer one, revealing that the original weft density was too high for the soared amount of fiber in the new pulp, hence the dissatisfying dewatering capability. For this individual case, we designed a new kind of forming fabric with 0.8 less weft per centimeter to increase the dewatering amount of the inner forming fabric, and adjusted the position of headbox to increase dewatering amount of the outer one.
We have an array of experienced experts stand by to provide professional service in fabric application, paper production, technical support, to end product sales.
- Our experts offer concrete solutions which will fit the specific requirements of the forming and dryer section configuration, machine speed, pulp grades, paper types, paper grammage and quality, etc.
- Our technical support team with extensive knowledge and field experience delivers services including not just mere maintenance, but also tailored optimization measures.
- Our highly qualified sales personnel led by experts are ready to answer any questions you may have regarding fabric specs, application, technical details, customer success story and trainings on various subjects such as safety and fabrics application. etc.
We are committed to working in close cooperation with you in order to promote first-class paper machine clothing!